The metal processing online readers reported that during the use process, the TPX6213 floor boring machine was found to have shortcomings such as low production efficiency, poor shank stability and easy tool damage when processing flat and grooved parts. In response to the above shortcomings, Xingtai Machinery Factory of Suizhong Energy Machinery Equipment Co., Ltd. has modified the shank and cutter head of TPX6213 floor boring machine to improve production efficiency and achieve the intended transformation purpose.
1. Improvement of the machining plane
The TPX6213 floor boring machine is used to machine the plane. The traditional method is to fix the arbor on the sliding plate. The shank has a slanting hole at the front end. Each side of the slanting hole has a threaded hole. The cylindrical hole can be placed in the inclined hole. The threaded hole is Bolt fixing holes. The plane is processed in this way, which not only has low production efficiency, but also has poor stability of the arbor and is easy to damage the alloy cutter head.
In order to improve production efficiency and toolholder stability, we decided to use a milling cutter to machine the plane. To this end, we have designed a transitional coupling plate, which uses the coupling bolts and the positioning block to connect the transitional coupling plate to the sliding plate of the TPX6213 floor boring machine, and then fixes the φ 250mm milling cutter disk and the transitional coupling plate and the sliding plate together. Then, the sliding plate and the transitional coupling plate and the milling cutter are integrally fixed on the flat disk of the TPX6213 floor boring machine. The end face or plane of the part is machined by the rotation of the flat disk and the movement of the disk (see Figure 1). This not only improves the production efficiency, but also has good processing stability and increases the service life of the alloy cutter head.

Figure 1 Schematic diagram of the processing plane
1. Fixed block 2. Slide plate 3, 5. Bolt 4. Transition joint plate 6. Milling cutter plate
2. Improvements in processing key parts
The groove method is used to machine the groove parts on the TPX6213 floor boring machine. The traditional method is to fix the shank in the spindle hole. There is a hole at the front end of the arbor. The keyway milling cutter is placed in the hole. Each side of the hole has a threaded hole. The threaded hole is a bolt fixing hole. . The processing of the groove parts by this method also has the problems of low production efficiency, poor stability of the keyway milling cutter, and easy damage to the alloy.
We have improved the boring bar (see Figure 2). The rear of the boring bar is a Morse taper for clamping on the spindle hole of the boring machine. The front surface of the boring bar is threaded and has a built-in 7 : 24 tapered bore for clamping the cutter body. We first fix the keyway milling cutter with the tie rod and the connecting bolt on the milling cutter body, then install the milling cutter body on the boring bar through the 7:24 cone, and finally connect the milling cutter body and the boring bar through the lock nut. Together.
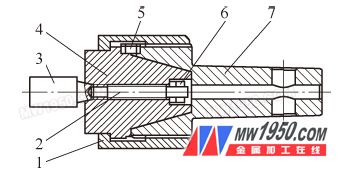
Figure 2 Schematic diagram of the trampoline processing keyway
1. Lock nut 2. Pull rod 3. Keyway milling cutter 4. Milling cutter body 5. Fixed key 6. Nut 7. File body
With the improved boring bar and milling cutter body to machine the groove parts, the stability of the shank of the keyway milling cutter is greatly improved, and the production efficiency is also improved.
3. Applications and effects
With the improved process tooling, the plane and groove are machined on the shearer coupling frame, the electric control box casing, the walking shell and other components, and satisfactory results are obtained. This not only guarantees the production schedule, but also provides us with a reference for machining flat and grooved parts on a trampoline.
Custom Car Magnet,Car Magnet,Souvenir Car Magnet
Maghard Flexible Magnet Co., Ltd. , http://www.dg-magnet.com