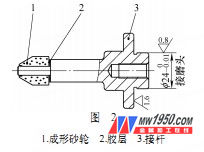
Large central hole compression sleeve
As shown in Figure 1, the large central hole press sleeve, φ20H7 hole and 6mm × 30 ° center hole coaxiality is required to be 0.004mm, so the two holes must be clamped once in the finishing light after heat treatment. Considering the high surface quality requirements, the processing method can choose to use the car to grind or grind the hole. The premise of the car grinding process is to have a high-precision CNC lathe, and the second is to have a special arbor and blade (such as Ceramic blades or cubic boron nitride blades), plus programming and debugging, if the batch size is not large, it is obviously uneconomical to use this method.

So we chose to machine on the MD2110 internal grinding machine, but there is a problem: grinding φ20mm hole is very convenient, but grinding 6mm × 30° cone hole is limited, because the rotation angle of the common internal grinding machine spindle head frame is 15°, and the half angle of the taper taper is 30°, which is beyond the scope of machine tool processing. The wheel is then trimmed into a special shape on a horizontal lathe (see Figure 2). The specific procedure is to mount the grinding wheel on the post (adhesive with bolts or with copper oxide + phosphoric acid solution). Yes, the author adopts the adhesive method), clamps the post with a self-centering chuck, corrects the outer circle of the post, and pushes the outer wheel of the cylindrical grinding wheel to φ19mm, and the front end is made into a 10mm×30° conical shape (length) It is larger than the taper hole length), and the clamping is completed once to ensure the coaxiality of the grinding wheel.
When grinding the sleeve hole, the special grinding wheel is installed, the cylindrical part of the grinding wheel is ground φ20mm hole, and the knife is ground by grinding; the cone part of the grinding wheel is ground by the cone, and the grinding point is fixed by grinding the 30° cone surface, that is, the forming method is grinding. Thereby, the coaxiality of the cylindrical hole and the tapered hole is effectively ensured. When the grinding wheel needs to be re-grinded, the cylindrical part can be ground by the grinding wheel dresser provided by the internal grinding machine, and the tapered part can be manually ground. After the grinding hole is completed, the C-face is ground by a small taper mandrel through the φ20H7 hole to ensure the B-face and hole runout tolerance.
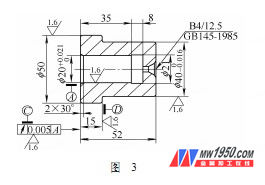
2. Small center hole compression sleeve
As shown in Figure 3, the small center pressure sleeve has a smaller contact area between the center hole and the tip of the shaving machine than the first type of pressure sleeve, and can effectively utilize the tip alloy head portion (generally the top tip welding) Diameter φ16mm alloy head) to reduce tip wear. Although the tip of the shaving machine is mostly the active tip, the center hole of the shaving mandrel has no relative rotation with the tip, but the tip of the shaving machine is relatively faster to wear with the first type of press sleeve, so it can be said that the second is to some extent. The pressure sleeve is easier to use than the first pressure sleeve.
At the beginning of processing such a press sleeve, there is often an out-of-tolerance phenomenon. After further improvement, a ready-to-use positioning sleeve is processed (see Figure 4). After quenching, the self-centering chuck is clamped on the inner cylindrical grinding machine. The threaded holes are to be exposed, that is, in the neutral between the jaws to facilitate subsequent clamping.
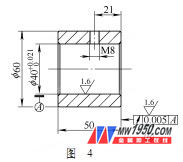
After the clamping is completed, grind the φ40H7 hole with a single-sided concave grinding wheel and grind the B surface. After grinding, do not remove it, and grind the outer circle (the center hole at both ends is positioned. Note that the clearance between the outer circle and the positioning sleeve cannot be large. ) and the pressure on the D side is set into the positioning sleeve (it is best to gently screw in), the D face of the pressing sleeve is placed against the B side of the positioning sleeve, and then the pressing sleeve is tightened with the M8 top wire, and the force should not be too large. Next, the φ20H7 hole is ground and the C surface is ground, so that the hole and the end face are once clamped. After the processing is completed, it is combined with the shaving mandrel to detect, the outer ring jump and straightness of the mandrel are fully qualified, and the pass rate is also high, so that the processing problem of the small center hole press sleeve is well solved.
Magnet For Packing(Box,Bag,Etc)
Magnet For Box,Small Magnet For Box,Round Small Magnet
Sunny Fore Magnet Company Limited , http://www.jmmagnet.com