As a clean and renewable energy source, wind power is receiving more and more attention from the state, and the wind power equipment manufacturing industry is also booming. In order to occupy the wind power equipment manufacturing market, our company has developed 1.0MW, 1.5MW, 2.0MW wind turbine base products. Adopting an efficient and reasonable welding process is the key to successful welding of wind turbine generators. SAW welding is an efficient welding method. Using this method to weld large thick plate wind turbine generators can undoubtedly improve welding efficiency.
Through a number of welding tests, we have determined the various process specifications for SAW welded large-thickness wind turbine generators, and partially modified the equipment to achieve the desired results. Let's take a look at some of the experiences in the application.
1. Determination of welding materials
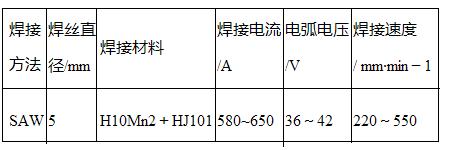
Most of the wind turbine generators are Q345E-Z25, with a thickness of 50-120mm, which are all thick plates. Since Q345E-Z25 steel is a low-alloy high-strength steel, its impact toughness value is required to be ≥27J at -40 °C. Therefore, in addition to considering other properties when selecting welding materials, special attention should be paid to the matching of low-temperature impact values. According to the principle of equal strength, the welding Wire is selected and tested, inspected and inspected in strict accordance with the standard JB4708-2000 "Boiler and Pressure Vessel Welding Process Evaluation Test". The welding parameters when welding 40mm thick flat panel test panels are shown in Table 1.
Table 1 Welding parameters
After welding according to the above welding parameters, physical and chemical tests were carried out on the test panels. The test results are shown in Table 2.
Table 2 Test results
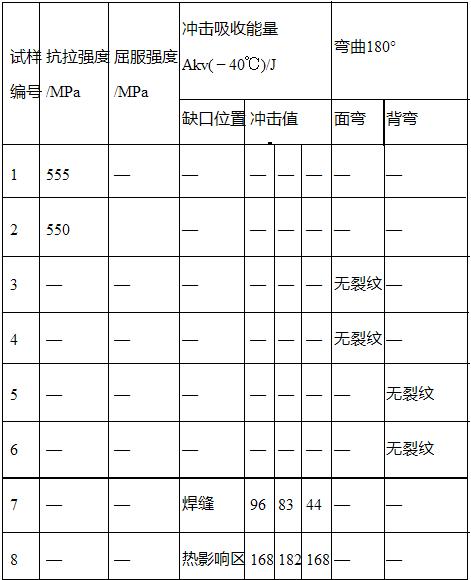
It can be found from Table 2 that the results of the welding material test meet the performance requirements of the Q345E-Z25 steel, which is selected in actual production. In this test, the welding material H10Mn2+HJ431 combination was not used, mainly considering the high temperature impact toughness requirement of the base metal, and also considering that the deep grooving performance of HJ101 is better than that of HJ431.
2. Determination of the groove
The wind turbine generator is a box beam welded by a thick plate group, and requires 100% ultrasonic non-destructive testing after welding to reach Class I of JB4730.3. This requires that the steel plate must be opened at the time of welding, and only the opening groove can ensure the weld penetration. The general principle is to meet both the penetration and the smaller filler metal to ensure the quality of the weld and reduce the weld distortion. The SAW welding groove form suitable for large-scale thick-plate type beam welding of wind turbine generators used in many tests and used in production is shown in Fig. 1 and Fig. 2.
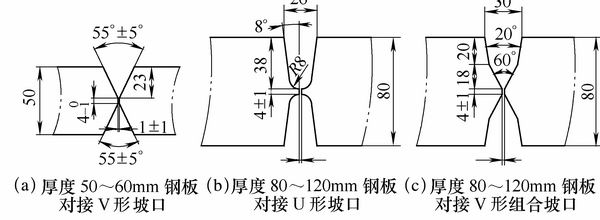
figure 1
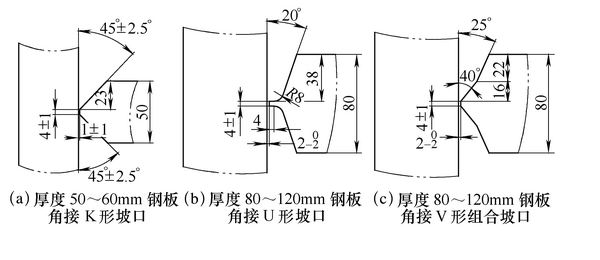
figure 2
In Fig. 1 and Fig. 2, if the processing of Fig. 1b and Fig. 2b is difficult, it can be processed according to the dimensions of Fig. 1c and Fig. 2c. In principle, because the root of the groove form is easy to be penetrated, it is not easy to be defective. Figure 1b, Figure 2b, the groove form, but Figure 1b, Figure 2b groove processing is slightly more difficult than Figure 1c, Figure 2c groove processing. The test confirmed that both types of groove can be used, which can be selected according to the actual situation of the factory.
3. Local transformation of equipment
The wind turbine generator is a box-shaped beam welded by a thick plate group. The thickness of the steel plate is thick. When welding, the groove must be opened for multi-layer multi-pass welding. Considering the heat input and the filling amount during welding, the groove should be as small as possible. some. In order to meet the welding requirements of the above groove, we have modified the contact nozzle system of the submerged arc welding Machine. The structure of the contact nozzle before the transformation is shown in Figure 3.
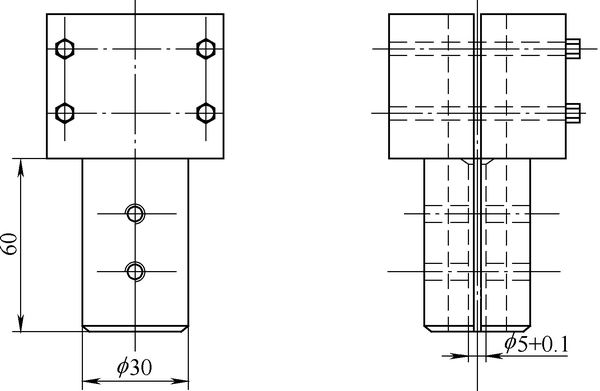
image 3
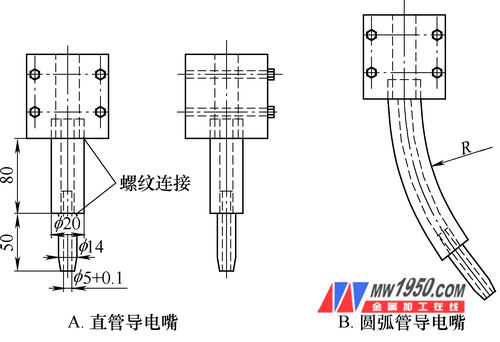
The modified contact tip is shown in Figure 4 (the wire guide and the tip material are both T2). Figure 4a can be used for flat butt welds and Figure 4b can be used for fillet welds. It works well through practical application.
4. Welding deformation control
Since the diameter of the welding wire used for submerged arc welding is large, generally f5mm, f4mm, it is bound to have a large heat input, and thus the welding deformation is large.
In order to control the welding deformation, the following measures can be taken:
(1) When the assembly of the welding shrinkage allowance is reserved, according to the previous experience, it is 3 to 5 mm in the height direction and 3 to 4 mm in the width direction, which can compensate for the shrinkage deformation after welding and ensure the overall machine. The size of the seat is stable.
(2) When adding rigid support frame assembly, in order to reduce the deformation, 20H steel is used in the upper and lower two planes to be reinforced according to the "mesh" and "well" shape structure, and is removed after the whole welding heat treatment to prevent welding deformation. . Submerged arc welding must be supported. It has been proved that if there is no support, the deformation of the two vertical plates after welding is particularly large, and the local reach 30mm, so support must be added before welding.
(3) Control the welding sequence to reduce the deformation. In principle, the welding should be performed symmetrically. Generally, when the front weld is welded halfway, the back weld can be cleaned and the back weld can be turned over and then welded to the front unwelded weld. If necessary, measure the deformation at any time and adjust the welding sequence at any time.
The effects of on-site welding and post-weld welds are shown in Figures 5 and 6.
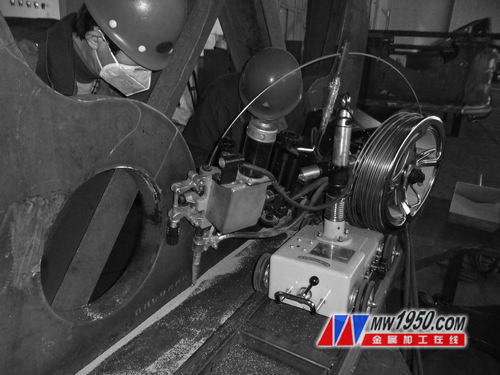
Figure 5

Image 6
5 Conclusion
(1) Wind turbine generator large thick plate box beam adopts SAW welding, 100% ultrasonic non-destructive testing after welding, reaching Class I of JB4730.3, the total repair rate is not more than 1%.
(2) SAW welding welding wire H10Mn2+HJ101, f5mm, and reasonable selection of welding parameters, can fully meet the wind turbine seat of welding Q345E-Z25 steel plate.
(3) Welding Q345E-Z25 large and thick box beam with SAW welding, through the use of different groove forms, control welding sequence, equipment local transformation and other measures, can achieve high efficiency and high quality welding results.
Hexagonal Wire Mesh, Chicken Wire Netting, China Hexagonal Wire Mesh
Anping County ShunXing Hardware Wire Mesh Co., Ltd. , http://www.shunxing-fence.com